
Микроэлектромеханические системы - Microelectromechanical systems


Микроэлектромеханические системы ( МЭМС ), также называемые микроэлектромеханическими системами (или микроэлектронными и микроэлектромеханическими системами), и связанные с ними микромехатроника и микросистемы составляют технологию микроскопических устройств, особенно с движущимися частями. На наноуровне они объединяются в наноэлектромеханические системы (НЭМС) и нанотехнологии . МЭМС также называют микромашинами в Японии и микросистемной технологией ( MST ) в Европе.
МЭМС состоят из компонентов размером от 1 до 100 микрометров (т. Е. От 0,001 до 0,1 мм), а устройства МЭМС обычно имеют размер от 20 микрометров до миллиметра (т. Е. От 0,02 до 1,0 мм), хотя компоненты расположены в виде массивов ( например, цифровые микрозеркальные устройства ) может быть более 1000 мм 2 . Обычно они состоят из центрального блока, обрабатывающего данные ( микросхема интегральной схемы , например микропроцессора ), и нескольких компонентов, которые взаимодействуют с окружающей средой (например, микродатчиков ). Из-за большого отношения площади поверхности к объему МЭМС силы, создаваемые окружающим электромагнетизмом (например, электростатические заряды и магнитные моменты ), и динамика жидкости (например, поверхностное натяжение и вязкость ) являются более важными соображениями при проектировании, чем при использовании более крупных механических устройств. Технология МЭМС отличается от молекулярной нанотехнологии или молекулярной электроники тем, что последняя также должна учитывать химию поверхности .
Потенциал очень маленьких машин был оценен еще до того, как появилась технология, которая могла бы их создавать (см., Например, знаменитую лекцию Ричарда Фейнмана 1959 года « На дне много места» ). МЭМС стали практичными, когда их можно было изготавливать с использованием модифицированных технологий изготовления полупроводниковых устройств , которые обычно используются для изготовления электроники . Они включают в себя формование и обшивки, жидкостное травление ( КОН , ТМАН ) и сухого травления ( РИТ и DRIE), электрическая обработка разряда (EDM), и другие технологии , способные изготовления небольших устройств.
История
Технология MEMS уходит корнями в кремниевую революцию , которая восходит к двум важным изобретениям кремниевых полупроводников в 1959 году: монолитной интегральной схеме (IC), созданной Робертом Нойсом из Fairchild Semiconductor , и MOSFET (полевой эффект металл-оксид-полупроводник). транзистор или МОП-транзистор) Мохамед М. Аталла и Давон Канг из Bell Labs . Масштабирование MOSFET , миниатюризация MOSFET на микросхемах IC, привело к миниатюризации электроники (как предсказано законом Мура и масштабированием Деннарда ). Это заложило основу для миниатюризации механических систем с развитием технологии микрообработки, основанной на технологии кремниевых полупроводников, поскольку инженеры начали понимать, что кремниевые чипы и полевые МОП-транзисторы могут взаимодействовать и взаимодействовать с окружающей средой и обрабатывать такие вещи, как химические вещества , движение и свет . Один из первых кремниевых датчиков давления был изотропно микромеханически обработан компанией Honeywell в 1962 году.
Ранним примером устройства MEMS является транзистор с резонансным затвором, адаптация полевого МОП-транзистора, разработанного Харви К. Натансоном в 1965 году. Еще одним ранним примером является резонатор, электромеханический монолитный резонатор, запатентованный Раймондом Дж. Уилфингером между 1966 и 1971 годами. В период с 1970-х до начала 1980-х годов был разработан ряд микросенсоров MOSFET для измерения физических, химических, биологических параметров и параметров окружающей среды.
Типы
Существует два основных типа переключателей MEMS: емкостные и омические . Емкостной переключатель MEMS разработан с использованием движущейся пластины или чувствительного элемента, который изменяет емкость. Омические переключатели управляются электростатически управляемыми консолями. Омические МЭМС-переключатели могут выйти из строя из-за усталости металла исполнительного механизма МЭМС (кантилевера) и износа контактов, поскольку консоли могут со временем деформироваться.
Материалы для изготовления МЭМС
Производство МЭМС развилось из технологического процесса изготовления полупроводниковых устройств , то есть основные методы - это осаждение слоев материала, формирование рисунка с помощью фотолитографии и травление для получения требуемых форм.
Кремний
Кремний - это материал, используемый для создания большинства интегральных схем, используемых в бытовой электронике в современной промышленности. В экономии от масштаба , доступности недорогих высококачественных материалов, а также возможности включать электронную функциональность делает кремний привлекательный для широкого спектра применений МЭМСА. Кремний также имеет значительные преимущества, связанные с его свойствами материала. В монокристаллической форме кремний представляет собой почти идеальный гуковский материал, а это означает, что при изгибе практически отсутствует гистерезис и, следовательно, почти отсутствует рассеяние энергии. Это не только обеспечивает высокую повторяемость движения, но и делает кремний очень надежным, поскольку он очень мало утомляется и может иметь срок службы в диапазоне от миллиардов до триллионов циклов без разрушения. Полупроводниковые наноструктуры на основе кремния приобретают все большее значение в области микроэлектроники и, в частности, MEMS. Кремниевые нанопроволоки , полученные путем термического окисления кремния, представляют дополнительный интерес для электрохимического преобразования и хранения, в том числе для аккумуляторов на основе нанопроволок и фотоэлектрических систем.
Полимеры
Несмотря на то, что электронная промышленность обеспечивает экономию масштаба для кремниевой промышленности, кристаллический кремний по-прежнему является сложным и относительно дорогим материалом для производства. С другой стороны, полимеры могут производиться в огромных количествах с большим разнообразием характеристик материалов. Устройства МЭМС можно изготавливать из полимеров с помощью таких процессов, как литье под давлением , тиснение или стереолитография, и они особенно хорошо подходят для микрофлюидных приложений, таких как одноразовые картриджи для анализа крови.
Металлы
Металлы также можно использовать для создания элементов МЭМС. Хотя металлы не обладают некоторыми преимуществами, которые демонстрирует кремний с точки зрения механических свойств, при использовании в пределах своих ограничений металлы могут демонстрировать очень высокую степень надежности. Металлы можно наносить с помощью процессов гальваники, испарения и распыления. Обычно используемые металлы включают золото, никель, алюминий, медь, хром, титан, вольфрам, платину и серебро.
Керамика

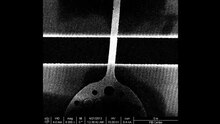
В нитриды кремния, алюминия и титана, а также карбида кремния и других керамики все чаще применяется при изготовлении МЭМС за счет выгодных комбинаций свойств материала. AlN кристаллизуется в структуре вюрцита и, таким образом, демонстрирует пироэлектрические и пьезоэлектрические свойства, что позволяет сенсорам, например, иметь чувствительность к нормальным и поперечным силам. TiN , с другой стороны, демонстрирует высокую электропроводность и большой модуль упругости , что позволяет реализовать схемы срабатывания электростатических МЭМС с ультратонкими лучами. Кроме того, высокая стойкость TiN к биокоррозии позволяет использовать этот материал в биогенных средах. На рисунке показано электронно-микроскопическое изображение биосенсора MEMS с тонким изгибаемым пучком TiN толщиной 50 нм над заземленной пластиной из TiN. Оба могут работать как противоположные электроды конденсатора, поскольку луч закреплен в электрически изолирующих боковых стенках. Когда жидкость находится во взвешенном состоянии в полости, ее вязкость может определяться изгибанием балки за счет электрического притяжения к пластине заземления и измерения скорости изгиба.
Основные процессы МЭМС
Процессы осаждения
Одним из основных строительных блоков в МЭМС-обработке является возможность нанесения тонких пленок материала толщиной от одного микрометра до примерно 100 микрометров. Процесс НЭМС такой же, хотя измерение осаждения пленки колеблется от нескольких нанометров до одного микрометра. Существует два типа процессов осаждения, а именно.
Физическое осаждение
Физическое осаждение из паровой фазы (PVD) представляет собой процесс, при котором материал удаляется с мишени и наносится на поверхность. Методы для этого включают процесс распыления , в котором ионный пучок высвобождает атомы из мишени, позволяя им перемещаться через промежуточное пространство и осаждаться на желаемой подложке, и испарение , при котором материал испаряется с мишени с использованием либо тепло (термическое испарение) или электронный луч (электронно-лучевое испарение) в вакуумной системе.
Химическое осаждение
Методы химического осаждения включают химическое осаждение из паровой фазы (CVD), при котором поток исходного газа реагирует на подложку, вырастая желаемый материал. Это может быть далее разделено на категории в зависимости от деталей метода, например, LPCVD (химическое осаждение из паровой фазы при низком давлении) и PECVD ( химическое осаждение из паровой фазы с плазменным усилением ).
Оксидные пленки также можно выращивать методом термического окисления , при котором пластина (обычно кремниевая) подвергается воздействию кислорода и / или пара для выращивания тонкого поверхностного слоя диоксида кремния .
Узор
Создание рисунка в МЭМС - это перенос рисунка в материал.
Литография
Литография в контексте МЭМС обычно представляет собой перенос рисунка на светочувствительный материал путем избирательного воздействия источника излучения, такого как свет. Светочувствительный материал - это материал, физические свойства которого меняются под воздействием источника излучения. Если светочувствительный материал избирательно подвергается воздействию излучения (например, путем маскировки некоторой части излучения), картина излучения на материале передается на экспонируемый материал, поскольку свойства экспонированных и необлученных областей различаются.
Затем эту открытую область можно удалить или обработать, создав маску для нижележащего субстрата. Фотолитография обычно используется с нанесением металлических или других тонких пленок, влажным и сухим травлением. Иногда фотолитография используется для создания структуры без какого-либо посттравления. Одним из примеров является линза на основе SU8, в которой генерируются квадратные блоки на основе SU8. Затем фоторезист плавится, образуя полусферу, которая действует как линза.
Электронно-лучевая литография
Электронно-лучевая литография (часто сокращенно называемая электронно-лучевой литографией) - это практика сканирования пучка электронов узорчатым образом по поверхности, покрытой пленкой (называемой резистом ), («обнажение» резиста) и выборочного удаления любого из них. открытые или неоткрытые области резиста («развивающиеся»). Как и в случае с фотолитографией , цель состоит в том, чтобы создать в резисте очень маленькие структуры, которые впоследствии могут быть перенесены на материал подложки, часто путем травления. Он был разработан для производства интегральных схем , а также используется для создания архитектур нанотехнологий .
Основное преимущество электронно-лучевой литографии состоит в том, что это один из способов преодолеть дифракционный предел света и создать детали в нанометровом диапазоне. Эта форма литографии без маски нашла широкое применение при изготовлении фотошаблонов, используемых в фотолитографии , мелкосерийном производстве полупроводниковых компонентов, а также в исследованиях и разработках.
Ключевым ограничением электронно-лучевой литографии является пропускная способность, то есть очень долгое время, необходимое для экспонирования всей кремниевой пластины или стеклянной подложки. Длительное время экспонирования делает пользователя уязвимым для дрейфа луча или нестабильности, которые могут возникнуть во время экспонирования. Кроме того, время оборачиваемости для переделки или перепроектирования без необходимости увеличивается, если рисунок не изменяется во второй раз.
Ионно-лучевая литография
Известно, что литография сфокусированным ионным пучком позволяет записывать очень тонкие линии (линия менее 50 нм и пространство) без эффекта близости. Однако, поскольку поле записи в ионно-лучевой литографии довольно мало, рисунки с большой площадью должны создаваться путем сшивания небольших полей.
Ионно-трековая технология
Технология ионных треков - это инструмент для глубокой резки с пределом разрешения около 8 нм, применимый к радиационно стойким минералам, стеклу и полимерам. Он способен создавать отверстия в тонких пленках без какого-либо процесса проявления. Структурная глубина может определяться либо диапазоном ионов, либо толщиной материала. Может быть достигнуто соотношение сторон до нескольких 10 4 . Эта техника позволяет формировать и текстурировать материалы под определенным углом наклона. Могут быть сгенерированы случайный узор, одноионная трековая структура и направленный узор, состоящий из отдельных одиночных треков.
Рентгеновская литография
Рентгеновская литография - это процесс, используемый в электронной промышленности для выборочного удаления частей тонкой пленки. Он использует рентгеновские лучи для передачи геометрического рисунка с маски на светочувствительный химический фоторезист или просто «сопротивляется» на подложке. После серии химических обработок полученный рисунок выгравируется на материале под фоторезистом.
Алмазный рисунок
Простой способ вырезать или создавать узоры на поверхности наноалмазов, не повреждая их, может привести к созданию новых фотонных устройств.
Алмазный рисунок - это метод формирования алмазного МЭМС. Это достигается литографическим нанесением алмазных пленок на такую подложку, как кремний. Узоры могут быть сформированы путем избирательного осаждения через маску из диоксида кремния или путем осаждения с последующей микрообработкой или фрезерованием сфокусированным ионным пучком .
Процессы травления
Существует две основные категории процессов травления: влажное травление и сухое травление . В первом случае материал растворяется при погружении в химический раствор. В последнем случае материал распыляется или растворяется с использованием реактивных ионов или парофазного травителя.
Мокрое травление
Влажное химическое травление заключается в избирательном удалении материала путем погружения подложки в раствор, который ее растворяет. Химическая природа этого процесса травления обеспечивает хорошую селективность, что означает, что скорость травления целевого материала значительно выше, чем у материала маски, если его тщательно выбирать.
Изотропное травление
Травление происходит с одинаковой скоростью во всех направлениях. Длинные и узкие отверстия в маске образуют V-образные бороздки в силиконе. Поверхность этих канавок может быть атомарно гладкой, если травление проводится правильно, с чрезвычайно точными размерами и углами.
Анизотропное травление
Некоторые монокристаллические материалы, такие как кремний, будут иметь разные скорости травления в зависимости от кристаллографической ориентации подложки. Это известно как анизотропное травление, и одним из наиболее распространенных примеров является травление кремния в KOH (гидроксид калия), при котором плоскости Si <111> травятся примерно в 100 раз медленнее, чем другие плоскости ( кристаллографические ориентации ). Следовательно, травление прямоугольного отверстия в пластине (100) -Si приводит к образованию ямки травления в форме пирамиды со стенками 54,7 ° вместо отверстия с изогнутыми боковыми стенками, как при изотропном травлении.
ВЧ травление
Плавиковая кислота обычно используется в качестве водного травителя диоксида кремния ( SiO
2, также известный как BOX для SOI), обычно в 49% концентрированной форме, 5: 1, 10: 1 или 20: 1 BOE ( забуференный оксидный травитель ) или BHF ( забуференный HF). Впервые они были использованы в средневековье для травления стекла. Он использовался при изготовлении ИС для формирования рисунка оксида затвора до тех пор, пока этап процесса не был заменен на RIE.
Плавиковая кислота считается одной из наиболее опасных кислот в чистом помещении . При контакте проникает через кожу и проникает прямо в кости. Поэтому ущерб не ощущается, пока не станет слишком поздно.
Электрохимическое травление
Электрохимическое травление (ECE) для селективного удаления примесей кремния является распространенным методом автоматизации и выборочного контроля травления. Требуется активный pn- диодный переход, и любой тип легирующей примеси может быть устойчивым к травлению ("травостойким") материалом. Бор - наиболее распространенная легирующая добавка, задерживающая травление. В сочетании с влажным анизотропным травлением, как описано выше, ECE успешно используется для управления толщиной кремниевой диафрагмы в коммерческих пьезорезистивных кремниевых датчиках давления. Селективно легированные области могут быть созданы путем имплантации, диффузии или эпитаксиального осаждения кремния.
Сухое травление
Травление паром
Ксенон дифторид
Дифторид ксенона ( XeF
2) представляет собой сухое парофазное изотропное травление кремния, первоначально примененное для МЭМС в 1995 году в Калифорнийском университете в Лос-Анджелесе. В основном используется для снятия металлических и диэлектрических структур за счет подрезки кремния, XeF.
2имеет преимущество липкости выпуска в отличии от влажных свободного от травителей. Его селективность травления кремния очень высока, что позволяет работать с фоторезистом SiO.
2, нитрид кремния и различные металлы для маскировки. Его реакция на кремний "беспламенна", носит чисто химический и спонтанный характер и часто работает в импульсном режиме. Существуют модели травления, и университетские лаборатории и различные коммерческие инструменты предлагают решения, использующие этот подход.
Плазменное травление
Современные процессы СБИС избегают влажного травления и вместо этого используют плазменное травление . Плазменные травители могут работать в нескольких режимах, регулируя параметры плазмы. Обычное плазменное травление работает от 0,1 до 5 Торр. (Эта единица давления, обычно используемая в вакуумной технике, равна приблизительно 133,3 Паскаля.) Плазма производит энергичные свободные радикалы, нейтрально заряженные, которые реагируют на поверхности пластины. Поскольку нейтральные частицы атакуют пластину со всех сторон, этот процесс изотропен.
Плазменное травление может быть изотропным, то есть показывать скорость бокового выреза на поверхности с рисунком, примерно такую же, как его скорость травления вниз, или может быть анизотропным, то есть показывать меньшую скорость бокового выреза, чем скорость травления вниз. Такая анизотропия максимальна при глубоком реактивном ионном травлении. Использование термина анизотропия для плазменного травления не следует путать с использованием того же термина, когда речь идет о травлении, зависящем от ориентации.
Исходный газ для плазмы обычно содержит небольшие молекулы, богатые хлором или фтором. Например, четыреххлористый углерод ( CCl
4) травит кремний и алюминий, а трифторметан травит диоксид кремния и нитрид кремния. Плазма, содержащая кислород, используется для окисления («золы») фоторезиста и облегчения его удаления.
Ионное измельчение, или травление распылением, использует более низкое давление, часто такое низкое, как 10-4 Торр (10 мПа). Он бомбардирует пластину энергичными ионами благородных газов, часто Ar +, которые выбивают атомы из подложки, передавая импульс. Поскольку травление осуществляется ионами, которые приближаются к пластине приблизительно с одного направления, этот процесс сильно анизотропен. С другой стороны, он имеет тенденцию демонстрировать плохую селективность. Реактивное ионное травление (РИЭ) работает в условиях, промежуточных между распылением и плазменным травлением (от 10–3 до 10–1 Торр). Глубокое реактивно-ионное травление (DRIE) изменяет технику RIE для получения глубоких узких деталей.
Распыление
Реактивное ионное травление (РИЭ)
При реактивном ионном травлении (RIE) подложка помещается внутри реактора и вводится несколько газов. Плазма поражается газовой смесью с помощью высокочастотного источника энергии, который разбивает молекулы газа на ионы. Ионы ускоряются по направлению к поверхности травимого материала и реагируют с ней, образуя другой газообразный материал. Это известно как химическая часть реактивного ионного травления. Есть также физическая часть, которая похожа на процесс напыления. Если ионы обладают достаточно высокой энергией, они могут выбивать атомы из материала, подлежащего травлению, без химической реакции. Разработка процессов сухого травления, которые уравновешивают химическое и физическое травление, является очень сложной задачей, поскольку необходимо регулировать множество параметров. Изменяя баланс, можно влиять на анизотропию травления, поскольку химическая часть изотропна, а физическая часть сильно анизотропна, комбинация может образовывать боковые стенки, которые имеют форму от закругленных до вертикальных.
Deep RIE (DRIE) - это особый подкласс RIE, популярность которого растет. В этом процессе достигается глубина травления в сотни микрометров при почти вертикальных боковых стенках. Первичная технология основана на так называемом «процессе Bosch», названном в честь немецкой компании Роберта Боша, которая подала оригинальный патент, согласно которому в реакторе чередуются два разных состава газа. В настоящее время существует два варианта DRIE. Первый вариант состоит из трех отдельных этапов (оригинальный процесс Bosch), а второй вариант состоит только из двух этапов.
В первом варианте цикл травления выглядит следующим образом:
(i) SF
6изотропное травление;
(ii) C
4F
8пассивация;
(iii) SF
6 анизоптропный травитель для мытья полов.
Во втором варианте этапы (i) и (iii) объединены.
Оба варианта работают аналогично. C
4F
8создает полимер на поверхности подложки, а второй газовый состав ( SF
6и O
2) протравливает подложку. Полимер немедленно разбрызгивается физической частью травления, но только на горизонтальных поверхностях, а не на боковых стенках. Поскольку в химической части травления полимер растворяется очень медленно, он накапливается на боковых стенках и защищает их от травления. В результате может быть достигнуто соотношение сторон травления от 50 к 1. Этот процесс можно легко использовать для полного протравливания кремниевой подложки, а скорость травления в 3–6 раз выше, чем при влажном травлении.
Подготовка штампа
После подготовки большого числа MEMS устройств на кремниевой подложке , отдельные матрицы должны быть разделены, которая называется матрица подготовки в полупроводниковой технологии. В некоторых случаях разделению предшествует обратная шлифовка пластины , чтобы уменьшить ее толщину. Затем нарезка пластин может выполняться либо распилом с использованием охлаждающей жидкости, либо методом сухого лазера, называемым невидимым нарезанием кубиками .
Технологии производства МЭМС
Объемная микрообработка
Массовая микрообработка - это старейшая парадигма МЭМС на основе кремния. Вся толщина кремниевой пластины используется для построения микромеханических структур. Кремний обрабатывается с использованием различных процессов травления . Анодное соединение стеклянных пластин или дополнительных кремниевых пластин используется для добавления функций в третьем измерении и для герметизации. Объемная микрообработка сыграла важную роль в создании высокопроизводительных датчиков давления и акселерометров, которые изменили индустрию датчиков в 1980-х и 90-х годах.
Микрообработка поверхности
При поверхностной микрообработке в качестве конструкционных материалов используются слои, нанесенные на поверхность подложки, а не сама подложка. Поверхностная микрообработка была создана в конце 1980-х, чтобы сделать микрообработку кремния более совместимой с технологией планарных интегральных схем, с целью объединения МЭМС и интегральных схем на одной кремниевой пластине. Первоначальная концепция микрообработки поверхности была основана на тонких слоях поликристаллического кремния, сформированных в виде подвижных механических структур и высвобожденных путем протравливания нижележащего оксидного слоя. Встречно-штыревые гребенчатые электроды использовались для создания сил в плоскости и емкостного обнаружения движения в плоскости. Эта парадигма MEMS позволила изготавливать недорогие акселерометры, например, для автомобильных систем надувных подушек безопасности и других приложений, где достаточно низкой производительности и / или высоких значений g-диапазона. Компания Analog Devices стала пионером в области индустриализации поверхностной микрообработки и реализовала совместную интеграцию МЭМС и интегральных схем.
Термическое окисление
Чтобы контролировать размер компонентов микро- и наноразмеров, часто применяют так называемые процессы без травления. Этот подход к изготовлению МЭМС в основном основан на окислении кремния, как описано в модели Дил-Гроув . Процессы термического окисления используются для производства разнообразных кремниевых структур с очень точным контролем размеров. Устройства, включая оптические частотные гребенки и кремниевые МЭМС-датчики давления, были произведены с использованием процессов термического окисления для точной настройки кремниевых структур в одном или двух измерениях. Термическое окисление имеет особое значение при производстве кремниевых нанопроволок , которые широко используются в системах MEMS как механические, так и электрические компоненты.
Микрообработка кремния с высоким соотношением сторон (HAR)
Микрообработка как объемного, так и поверхностного кремния используется в промышленном производстве датчиков, сопел для струйных принтеров и других устройств. Но во многих случаях различие между этими двумя понятиями уменьшилось. Новая технология травления, глубокое реактивно-ионное травление , позволило объединить хорошие характеристики, характерные для объемной микрообработки, с гребенчатой структурой и работой в плоскости, типичной для поверхностной микрообработки . В то время как при микрообработке поверхности обычно имеет толщину структурного слоя в диапазоне 2 мкм, при микрообработке кремния HAR толщина может составлять от 10 до 100 мкм. Материалы, обычно используемые при микрообработке кремния HAR, представляют собой толстый поликристаллический кремний, известный как эпиполи, и связанные пластины кремний-на-изоляторе (SOI), хотя также были созданы процессы для объемной кремниевой пластины (SCREAM). Склеивание второй пластины путем склеивания стеклянной фриттой, анодного скрепления или скрепления сплавом используется для защиты МЭМС-структур. Интегральные схемы обычно не сочетаются с кремниевой микрообработкой HAR.

Приложения

Некоторые распространенные коммерческие приложения MEMS включают:
- Струйные принтеры , в которых для нанесения чернил на бумагу используются пьезоэлектрики или термический выброс пузырьков.
- Акселерометры в современных автомобилях для различных целей, включая срабатывание подушек безопасности и электронный контроль устойчивости .
- Единицы измерений инерционных (Имус): MEMS акселерометры и МЭМС гироскопы в дистанционне управляемого или автономными, вертолетах, самолетах и Мультикоптере (также известные как беспилотные летательные аппараты), используемые для автоматического считывания и балансировок летающих характеристик крена, тангажа и рыскания. Датчик магнитного поля MEMS ( магнитометр ) также может быть включен в такие устройства для определения направления. МЭМС также используются в инерциальных навигационных системах (ИНС) современных автомобилей, самолетов, подводных лодок и других транспортных средств для обнаружения рыскания, тангажа и крена ; например, автопилот самолета.
- Акселерометры в устройствах бытовой электроники, таких как игровые контроллеры (Nintendo Wii ), персональные медиаплееры / сотовые телефоны (практически все смартфоны, различные модели КПК HTC) и ряд цифровых фотоаппаратов (различные модели Canon Digital IXUS ). Также используется в ПК для парковки головки жесткого диска при обнаружении свободного падения, чтобы предотвратить повреждение и потерю данных.
- Барометры MEMS
- Микрофоны MEMS в портативных устройствах, например мобильных телефонах, наушниках и ноутбуках. Рынок смартфонов включает смартфоны, носимые устройства, умный дом и автомобильные приложения.
- Прецизионные резонаторы с температурной компенсацией в часах реального времени .
- Кремниевые датчики давления , например, автомобильные шины давления датчиков , и одноразовые артериальное давление датчики
- Отображает, например, микросхему цифрового микрозеркального устройства (DMD) в проекторе на основе технологии DLP , которая имеет поверхность с несколькими сотнями тысяч микрозеркал или одиночных микрозеркал, также называемых микросканерами.
- Технология оптической коммутации , которая используется для технологии коммутации и выравнивания для передачи данных
- Приложения био-МЭМС в медицинских и связанных со здоровьем технологиях от Lab-On-Chip до MicroTotalAnalysis ( биосенсор , хемосенсор ) или встроены в медицинские устройства, например стенты.
- Приложения дисплеев с интерферометрическими модуляторами (IMOD) в бытовой электронике (в основном дисплеи для мобильных устройств), используемые для создания интерферометрической модуляции - технология отражающего дисплея, как в дисплеях mirasol
- Ускорение жидкости, например, для микроохлаждения
- Сбор энергии в микромасштабе, включая пьезоэлектрические, электростатические и электромагнитные микрохарвестеры.
- Микромашинные ультразвуковые преобразователи .
- Громкоговорители на основе MEMS, предназначенные для таких приложений, как наушники-вкладыши и слуховые аппараты
- Генераторы MEMS
- Сканирующие зондовые микроскопы на основе МЭМС, включая атомно-силовые микроскопы
Структура отрасли
Мировой рынок микро-электромеханических систем, который включает в себя такие продукты, как автомобильные подушки безопасности систем, систем отображения и струйных картриджей составил $ 40 млрд в 2006 году , согласно Global МЭМС / микросистем рынков и возможностей, научного доклада SEMI и Yole развития и прогнозируется достигнет 72 миллиардов долларов к 2011 году.
Компании с сильными программами MEMS бывают самых разных размеров. Более крупные фирмы специализируются на производстве недорогих компонентов или комплексных решений в больших объемах для конечных рынков, таких как автомобили, биомедицина и электроника. Небольшие фирмы ценят инновационные решения и покрывают расходы на изготовление по индивидуальному заказу с высокой прибылью от продаж. И крупные, и мелкие компании обычно инвестируют в исследования и разработки, чтобы изучить новую технологию MEMS.
Рынок материалов и оборудования, используемых для производства устройств MEMS, превысил 1 миллиард долларов во всем мире в 2006 году. Спрос на материалы определяется субстратами, составляющими более 70 процентов рынка, покрытиями для упаковки и все более широким использованием химико-механической планаризации (CMP). В то время как в производстве МЭМС по-прежнему преобладает бывшее в употреблении полупроводниковое оборудование, наблюдается переход на линии диаметром 200 мм и выбор новых инструментов, включая травление и соединение для определенных приложений МЭМС.
Смотрите также
- Кантилевер - одна из самых распространенных форм МЭМС
- Электростатические двигатели используются там, где сложно изготовить катушки.
- Электромеханическое моделирование
- Зондовый силовой микроскоп Кельвина
- Поколения датчиков MEMS
- Термопривод MEMS, срабатывание MEMS, вызванное тепловым расширением
- Микрооптоэлектромеханические системы (МОЭМС), МЭМС, включая оптические элементы
- Микрооптомеханические системы (MOMS), класс MEMS, в которых используются оптические и механические, но не электронные компоненты.
- Нейронная пыль - устройства миллиметрового размера, работающие как нервные датчики с беспроводным питанием.
- Фотоэлектросмачивание , оптическое срабатывание МЭМС с использованием светочувствительного смачивания
- Микроэнергетика , генераторы водорода, газовые турбины и электрические генераторы из травленого кремния
- Многоножка памяти - технология MEMS для энергонезависимого хранения данных с плотностью более терабит на квадратный дюйм.
- Наноэлектромеханические системы похожи на МЭМС, но меньше
- Привод царапин , активация МЭМС с использованием многократно приложенных разностей напряжений
использованная литература
дальнейшее чтение
- Журнал микро- и нанотехники
- Microsystem Technologies , опубликовано Springer Publishing , домашняя страница журнала
- Geschke, O .; Klank, H .; Теллеман П., ред. (2004). Микросистемная инженерия устройств «лаборатория на кристалле» . Вайли. ISBN 3-527-30733-8.
внешние ссылки
- Chollet, F .; Лю, HB. (10 августа 2018 г.). (Не очень) краткое введение в MEMS . ISBN 9782954201504. 5.4.